


PCB生产的时候为什么要做拼板及加板边(工艺边)?
为什么PCB生产时要做拼板?然后打好SMT后又要再麻烦的裁切成单板?PCB的板边又是做什么用的呢?不是说板材使用越少就越便宜吗?板材使用率又是怎么一回事?
一般的电路板生产都会进行所谓的拼板,其目的是为了增加SMT产线的生产效率。
电路板设计完以后需要上SMT贴片流水线贴上元器件,每个SMT的加工工厂都会根据流水线的加工要求,规定电路板的最合适的尺寸规定,比如尺寸太小或者太大,流水线上固定电路板的工装就没法固定。如果我们的电路板本身尺寸小于工厂给的尺寸规定时怎么办?
那就是需要我们把电路板拼板,把多个电路板拼成一整块。拼版无论对于高速贴片机还是对于波峰焊都能显著提高效率。合理有效的拼板方式,也能节省PCB原材料。
PCB通常都会有所谓几合一的板子,比如说二合一(2 in 1)、四合一(4 in 1)…等。
如果你有机会到SMT生产线上走一遭,你会发现SMT产线的最大瓶颈其实在锡膏印刷制程,因为不论PCB的尺寸多大,其印刷所花费的时间几乎都落在25秒上下,也就是说其后面单价较高的快速贴片打件机、泛用贴片打件机所花费的时间如果少于锡膏印刷机,就会空等,站在经济效益的角度来看,这就是一种浪费。
其实,贴片机的速度非常快,快到一秒钟可以打好几个零件,有些贴片机甚至有好几个吸嘴可以同时打件,以现在手机PCBA上面的零件数来看,如果只有单一片板子,应该花不到10秒就可以完成所有的贴片作业,所以将PCB做拼板来增加贴片的零件数,就可以增加贴片机的利用率,提升效率。当然,最好可以做到生产线平衡让每台设备可以完全发挥效用。
PCB拼板还有另外一个好处,取放PCBA的时候可以节省时间,因为一次就可以同时取放多片板子,后续的板阶测试如果可以做到连板测试也可以大大节省板子在治具中取放时所浪费的工时。
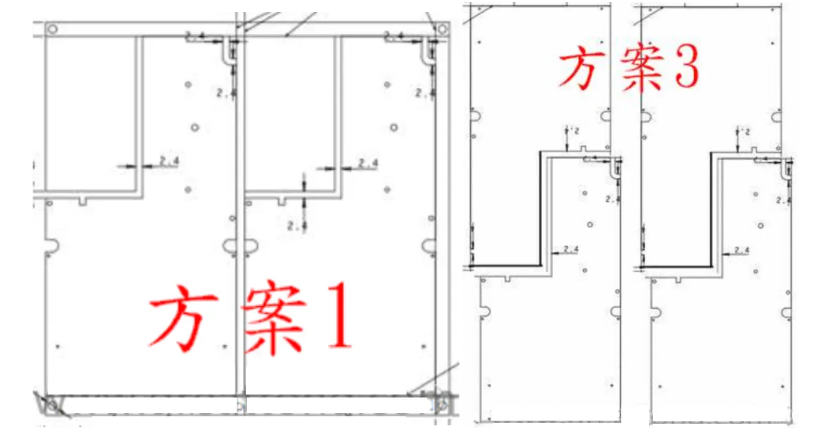
最后,有些板子设计的时候呈现出不规则的形状,比如这片【L】外型的板子,如果做成「方案1」,其左上角的地方就会一块废料,如果可以设计成上、下颠倒的拼板如「方案3」,废料就可以大大的降低,这就是PCB板材利用率提升的概念。
▪ PCB拼板虽然有诸多优点,但等到所有的PCBA组装作业完成,还是得再把它裁切(de-panel)成单板,多了一道制程,也就多了工时,也增加运送撞件的风险。
▪ 有些板子上面如果有细间脚与0201等过小零件,拼板的数目不可以太多,因为单板与单板之间是有公差的,如果拼板太多,可能会造成公差大到无法满足锡膏印刷的精准度要求,最后锡膏印偏,焊锡出问题。
▪ 有些太薄的PCB也不建议拼板数目过多,因为PCB越薄变形量就越大,拼板数太多变宽,贴片打件与过回焊炉都是一种考验。当然这方面可以用过炉载具或全程载具来克服,只是得考虑载具的费用与增加的人工成本。
PCB的板边(break-away),有些老外也称之为coupon,因为类似超商的折价券,可以直接掰开,但基于品质考量,真的不建议用手来掰开多余的板边,应该使用机器设备(Scoring、 Router)来去除板边,以降低折板边所产生的应力对板子与零件所造成的影响。
PCB的板边设计最主要用途在辅佐PCBA组装生产之用。现在的SMT产线其实非常高度自动化,而板子的运送靠的则是皮带与链条,聪明的你应该已经想到了,板边的最主要目的就是为了给这些皮带与链条运送板子用的。
当然,如果你愿意,你也可以在板子的周围留出一定的空间不要放任何的电子零件,一般要求至少保留5.0mm以上,因为回焊炉的铁链需要用到比较深的板边位置,这样你就有机会可以不需要设计板边,否则皮带与链条可能会损坏其周遭的电子零件。
另外,PCB的板边还有其他的用途:
▪ 可以放置「治具孔(Tooling Hole)」给SMT制程后的ICT或FVT测试时定位板子用,以免针床与测试点跑位。
▪ 作为SMT产线感应器侦测电路板位置之用。一般SMT产线上每一台机器都会有一个感应器来侦测是否有后续的板子到达,以确保机器内只能有一片拼板正在作业,否则前一片拼板的贴片作业还未完成,另一片拼板就撞进来,机器就会乱了套,不晓得该打哪一片板子。而有些单板的外型可能刚好在给SMT产线感应器侦测的地方篓空,一般在板子的左上角的前缘,这时候就可以用板边的地方来达到实心给感应器侦测的目的。
▪ 有些单板板内因为空间限制而无法设置太多定位光学点(fiducial mark)时,也可以安放在板边的位置,但建议板内有细间脚附近零件盘也应该也要有定位点,可以增加贴片的准确度。
1. 两种拼板连接方式
PCB的拼板连接方式有两种,一种为V-cut(如图1),一种为邮票孔链接方式(如图2)。
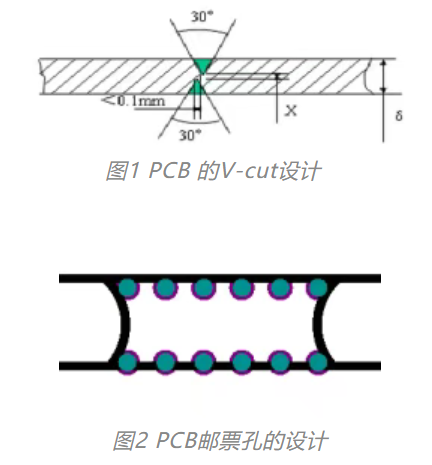
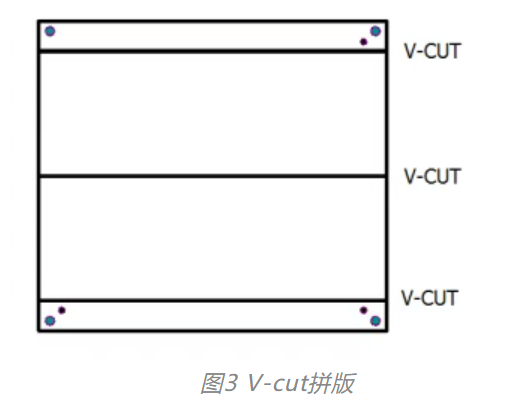
V-cut一般适用于外形形状为矩形的PCB,特点是分离后边缘整齐、加工成本低,建议优先使用,如图3所示。
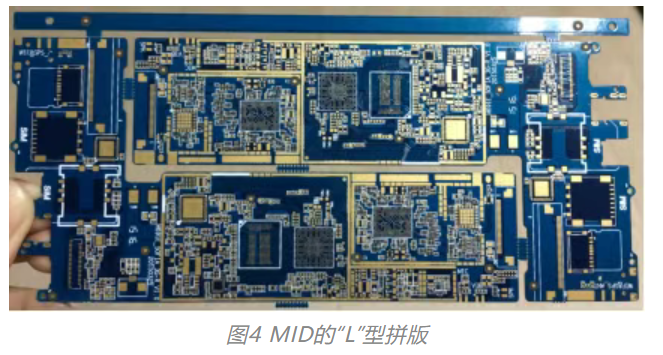
邮票孔一般适用于不规则的版型拼板,比如MID的“L”型板框结构常常采用邮票孔的连接方式来进行拼板,如图4。
2. 拼版数量
必须根据单个PCB板的尺寸,来计算整个拼板的大小,且不能超过PCB的最大尺寸范围(PCB拼板长度不得大于250mm)。另外,拼板数量过多会影响拼板位置的准确性,影响贴片精度。一般MID类的主板为2拼板,按键板、LCD板类副板不超过6拼板,特殊面积的副板视具体情况确定。
3. 邮票孔链接条的要求
如图5所示,链接条设计的时候一般需要设计4-5mm的长度,孔非金属化孔,大小一般为0.3mm-0.5mm,孔与孔之间的间距为0.8-1.2mm。

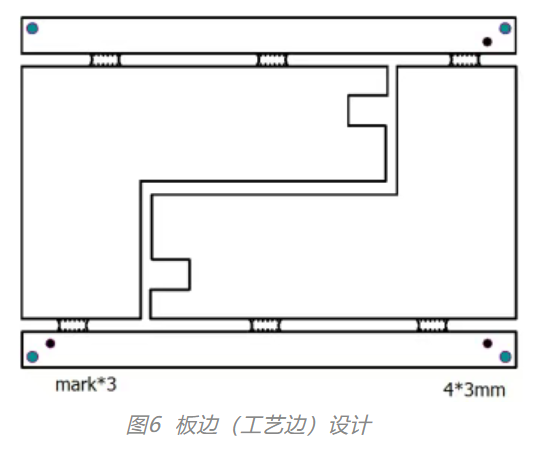
4. 板边(工艺边)
5. V-cut的目的
设计V-cut的主要目的是在电路板组装后方便作业员分板之用,PCBA分板的时候一般会利用V-Cut分板机(Scoring machine),把PCB事先切割好的V型沟槽对准Scoring的圆形刀片,然后用力的推过去,有些机器会有自动送板的设计,只要一个按钮,刀片就会自动移动并划过电路板V-Cut的位置把板子切断,刀片的高度可以上下调整以符合不同V-Cut的厚度。
提醒:PCBA分板除了使用V-Cut的Scoring之外,还有其他的方法,如Routing、邮票孔等。
虽然PCB上面的V-Cut也可以使用手动的方式来折断或掰断V-Cut的位置,但建议不要使用手动的方式折断或掰断V-Cut,因为手动的时候会因为施力点的关系对PCB造成弯曲,这非常容易造成PCBA上面的电子零件破裂,尤其是电容类零件,进而降低产品的良率与信赖性,有些问题甚至要使用一段时间后才会渐渐显现出来。
6. V-Cut设计及使用上的限制
V-Cut虽然可以方便我们轻易的将板子分开并去掉板边,但V-Cut可是有设计及使用上的限制。
首先,V-Cut只能切直线,而且一刀到底,也就是说V-Cut只能切割成一条线直直的从头切到尾,它无法转弯改变方向,也不能像裁缝线一样切一小段后跳掉一小段。
这是因为V-Cut的凹槽是使用上下两片圆盘的电锯所切出来的,有看过木工师傅裁切木头吧,意思大概就是那样,因为PCB的裁切都要很精淮(毫米计算),所以无法做到只切一半就退刀的作业,其实也不是做不到,而是没有必要大费周章这么做,我们只要放弃V-Cut分板的制程,改用Routing去板机来裁切板子就可以达成了。所以一般如果是比较複杂的切断路径,就会改用Routing机来分板。
其次,PCB厚度太薄也不适合做V-Cut凹槽,一般如果厚度在1.0mm以下的板子,就不建议做V-Cut了,这是因为V-Cut凹槽会破坏原本PCB的结构强度,当有设计V-Cut的板子上面放置有比较重的零件时,会因为重力的关系而使得板子变得容易弯曲,这非常不利SMT的焊接作业(容易造成空焊或短路)。
另外,PCB在行经回焊炉的高温时,板子本身就会因为高温超过玻璃转移温度(Tg)而软化变形,如果V-Cut位置及凹槽深度设计得不好,会使得PCB变形更会严重,不利二次回焊制程。

7. V-Cut的残留厚度设计与建议
一般来说,我们在定义V-Cut的凹槽尺寸时都只会定义其残留厚度(Remained thickness),也就是在V-Cut凹槽两个倒V口中间剩下的板厚,因为这个厚度决定了板子是否容易被折断与变形的严重度。
最普遍的V-Cut残留厚度建议为板子厚度的1/3,但是最小不建议小于0.35mm,再薄就容易发生板子于制程中有提前断裂的风险。V-Cut最厚不建议大于0.8mm,再厚的话V-Cut切割机(Scoring)可能无法一次就完全将其切断,而且也会增加V-Cut切割机刀片的损坏程度,降低其使用寿命。
8. V-Cut的角度定义
最后是V-Cut的V字形夹角角度定义,一般来说V-Cut有30°、45°、60°三种角度可以定义,最常用的为45°。
V-Cut的角度越大,表示板子边缘被V-Cut吃掉的板材就越多,相对的PCB上的线路就必须更往内缩,以避免被V-Cut切割到,或是裁切V-Cut的时候受损。
V-Cut的角度越小,理论上越有利PCB的空间设计,可是却不利PCB板厂的V-Cut锯片寿命,因为越小的V-Cut角度,就意味著电锯的刀头就要越细薄,也就越容易磨损与折断其刀片。另外,板子的厚度越厚时,因为必须切割得比较深,所以一般V-Cut的角度就得越大,如果是1.6mm以上的板厚时,板厂通常都不愿意接受30°角的V-Cut角度,除非你够大咖,否则就改用Router切割设计吧。






