


【干货】史上最实用的SMT回流焊接工艺知识
SMT回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
PCBA加工中SMT贴片回流焊工艺技术 :
1、工艺流程:在SMT贴片加工的生产流程中回流焊一般是在比较后面的位置,前面需要先进行锡膏印刷和元器件贴片。SMT工艺流程:印刷焊膏→贴片→回流焊接。
2、工艺特点:回流焊的焊点大小可以通过焊盘的尺寸设计与印刷的焊膏量获得希望的焊点尺寸或形状要求。在PCBA加工中焊膏一般都是采用钢网印刷的方式进行印刷的。回流焊炉实际上是一个多温区的隧道炉主要功能就是对已经进行了锡膏印刷和元器件贴装的线路板进行加热。布局在线路板B面上的元器件应满足力学要求,如BGA类封装的元件质量与引脚接触面积比要小于0.05mg/mm2从而使元器件在SMT贴片加工的焊接过程中不会掉下来。正常情况下需要自行矫正位置的元件,而焊盘尺寸与焊端或引脚重叠面积占比越大就能够使得元器件的定位功能越强。
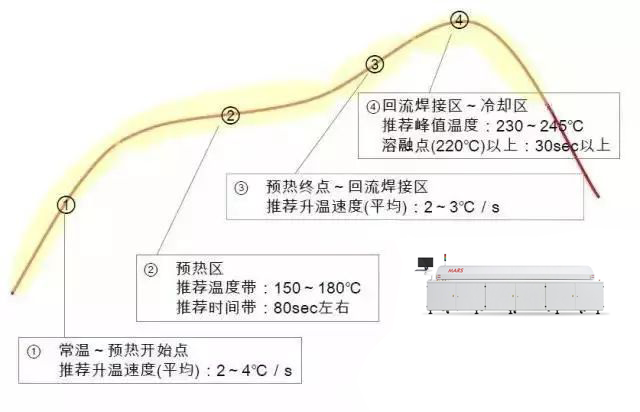
在SMT生产流程中,如何控制回焊炉的温度是非常重要的一环,好的炉温曲线图意味着可以形成良好的焊点。
电子制造SMT回流焊接是SMT生产过程中的关键重要工序,它是一种自动群焊过程,成千上万个焊点在短短几分钟内一次完成,其焊接质量的优劣直接影响到产品的质量和可靠性,对于数字化的电子产品,产品的质量几乎就是焊接的质量; 因此,必须对回流焊接过程进行严格的控制。
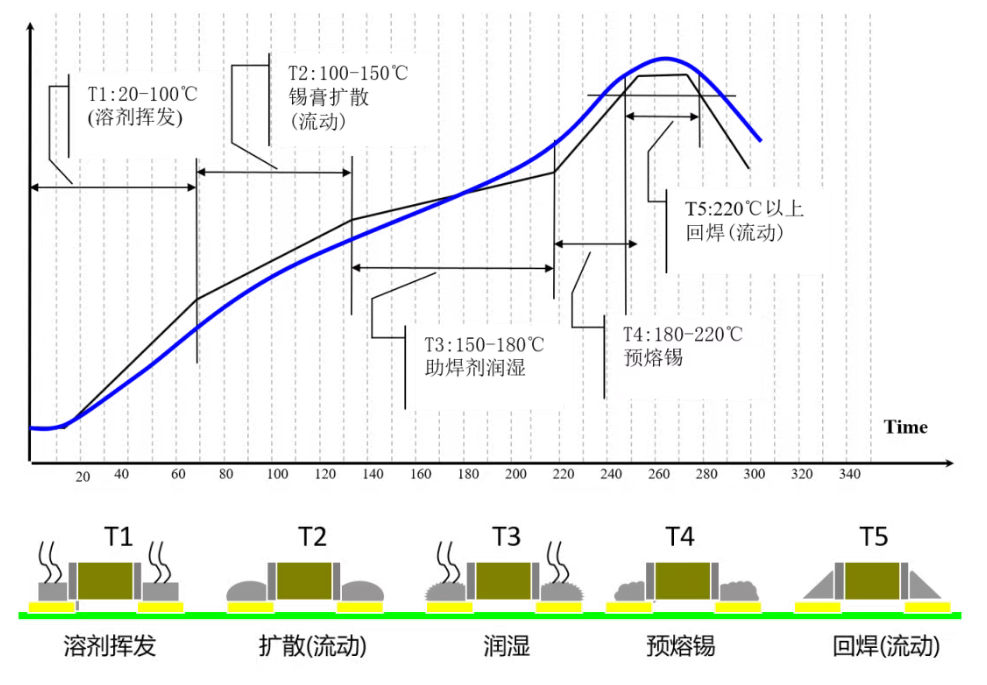
炉温曲线分析(profile)
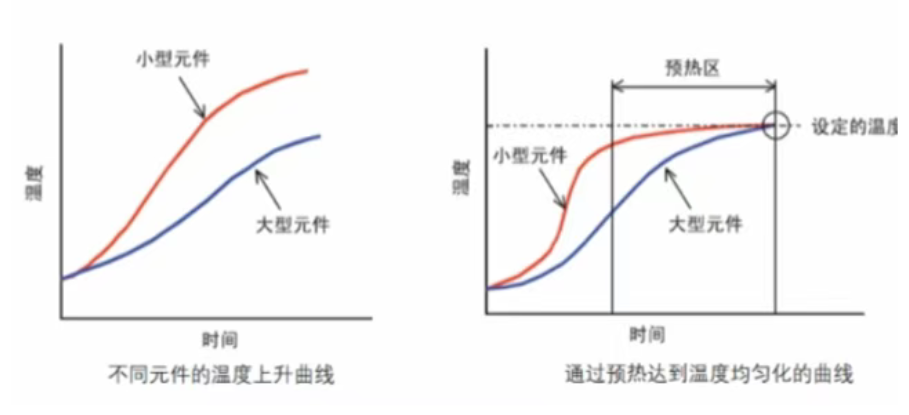
預热区:PCB与材料(元器件)預热,使被焊接材质达到热均衡,针对回流焊炉说的是前一到两个加热区间的加热作用.
更高預热,锡膏开始活动,助焊剂等成份受到温度上升而开始适量的挥发,此针对回流焊炉说的是第三到四个加热区间的加热作用。
恒温区:除去表面氧化物,一些气流开始蒸发(开始焊接)温度达到焊膏熔点(此时焊膏处在将溶未溶状态),此针对回流焊炉的是第五六七三个加热区间的加热作用。
回焊区:从焊料溶点至峰值再降至溶点,焊料熔溶的过程,PAD与焊料形成焊接,此针对回流焊炉的是第八、九、十、三个加区间的加热作用。
冷却区:从焊料溶点降至50度左右,合金焊点的形成过程。

炉温要求平缓﹑平稳,让气流完全蒸发(急速升温和降温都会产生气泡,或是焊点粗糙,假焊,焊点有裂痕等现象)
下面是SMT回流焊的温度范围:
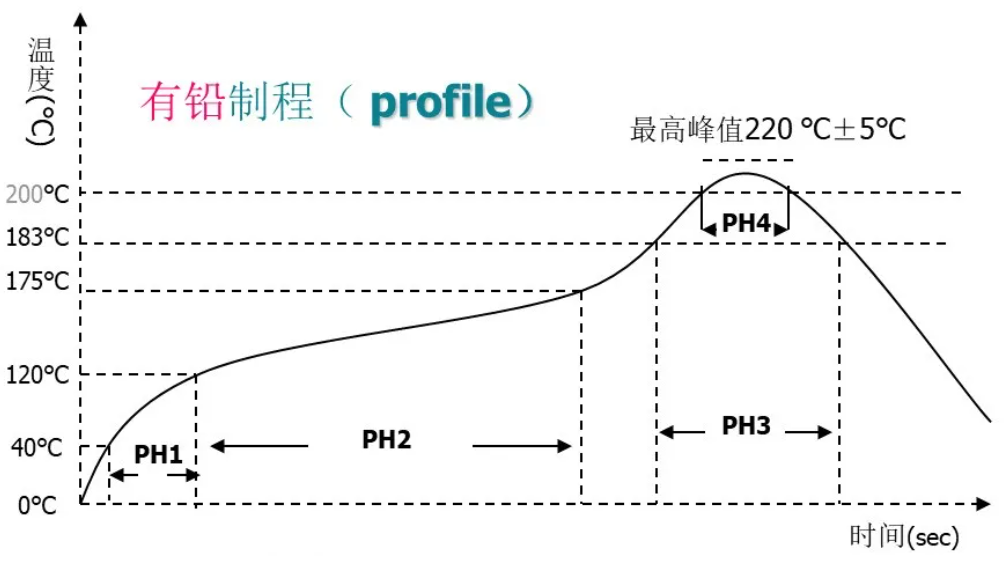
有铅制程( profile)有铅回流炉温工艺要求:
1. 起始温度(40℃)到120 ℃时的温升率为1~3 ℃/s
2. 120 ℃~175 ℃时的恒温时间要控制在60~120秒
3. 高过183 ℃的时间要控制在45~90秒之间
4. 高过200 ℃的时间控制在10~20秒,最高峰值在220 ℃±5℃
5. 降温率控制在3~5℃/s之间为好
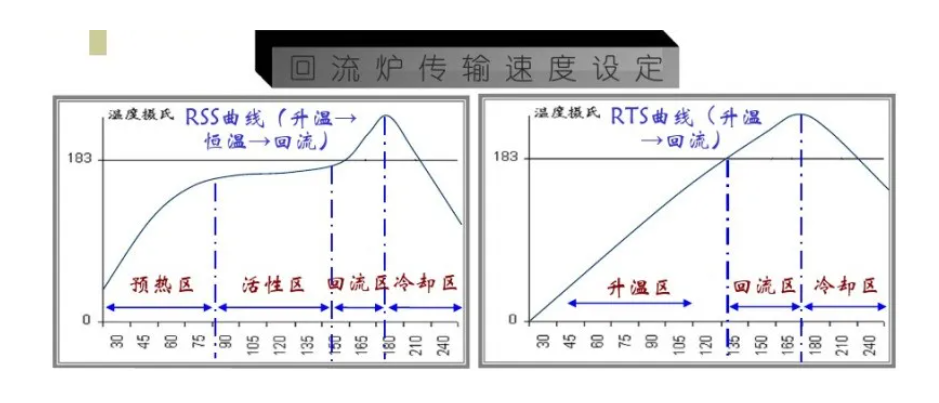
6. 一般炉子的传送速度控制在70~90cm/Min为佳
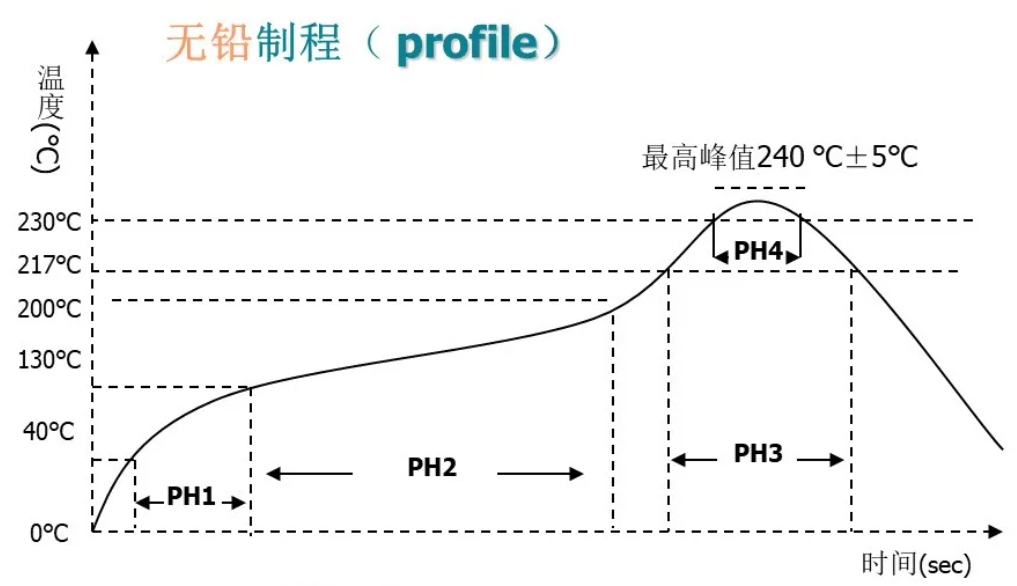
无铅制程( profile)无铅回流炉温工艺要求:
1. 起始温度(40℃)到150 ℃时的温升率为1~3 ℃/s
2. 150 ℃~200 ℃时的恒温时间要控制在60~120秒
3. 高过217 ℃的时间要控制在30~70秒之间
4. 高过230 ℃的时间控制在10~30秒,最高峰值在240 ℃±5℃
5. 降温率控制在3~5℃/s之间为好
6. 一般炉子的传送速度控制在70~90cm/Min为佳
考虑到回流焊散热器的状态和结构的差异,回流焊温度的设置会有所变化。在进行批量回流焊接操作之前,必须进行多次首件测试,以确定合理的温度设置,以确保生产质量。
回流温度曲线类型及适用性
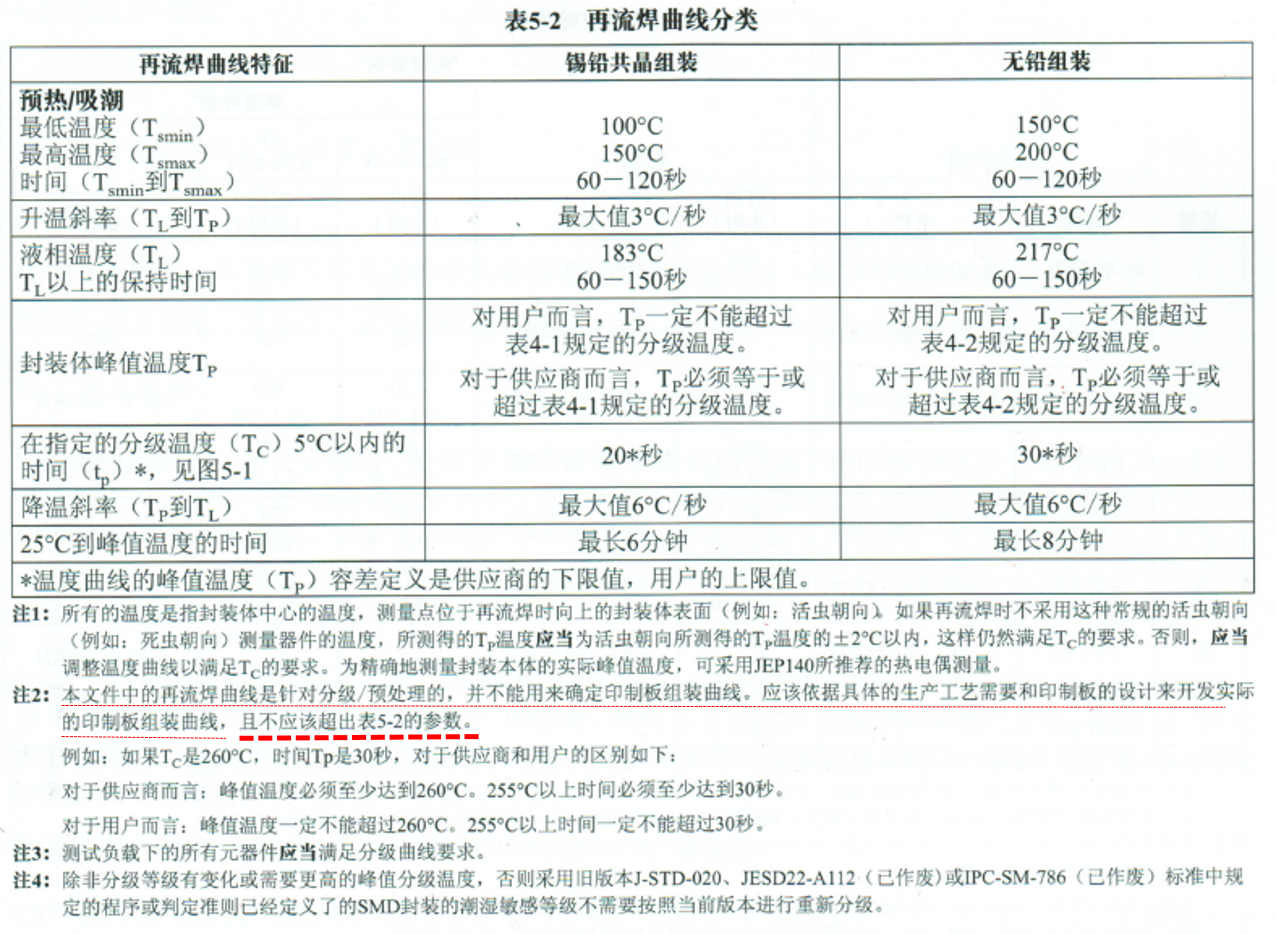
一、再流焊曲线分类
引入标准为IPC J-STD-020 非气密表面贴装器件潮湿/再流焊敏感分级
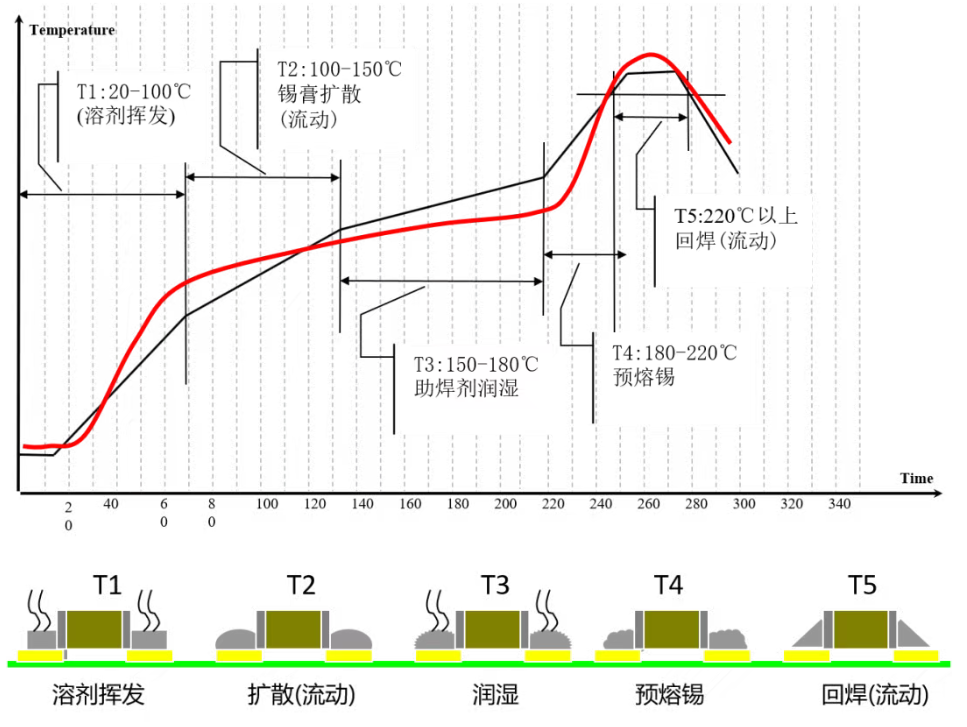
标准温度曲线如下图:
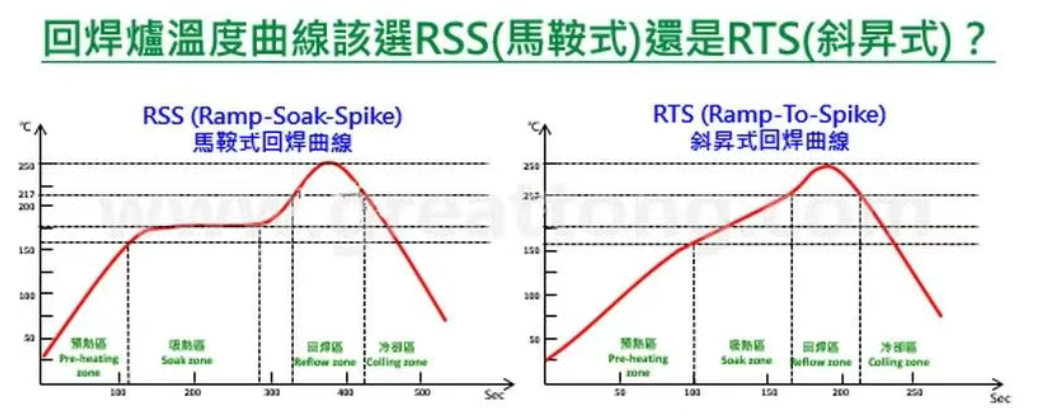
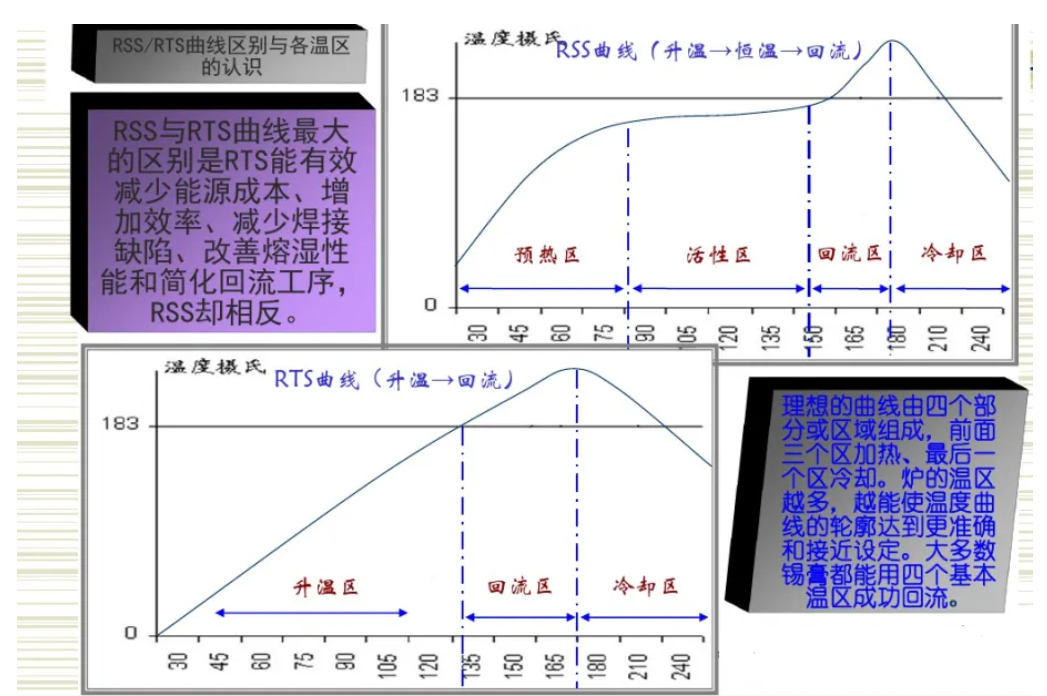
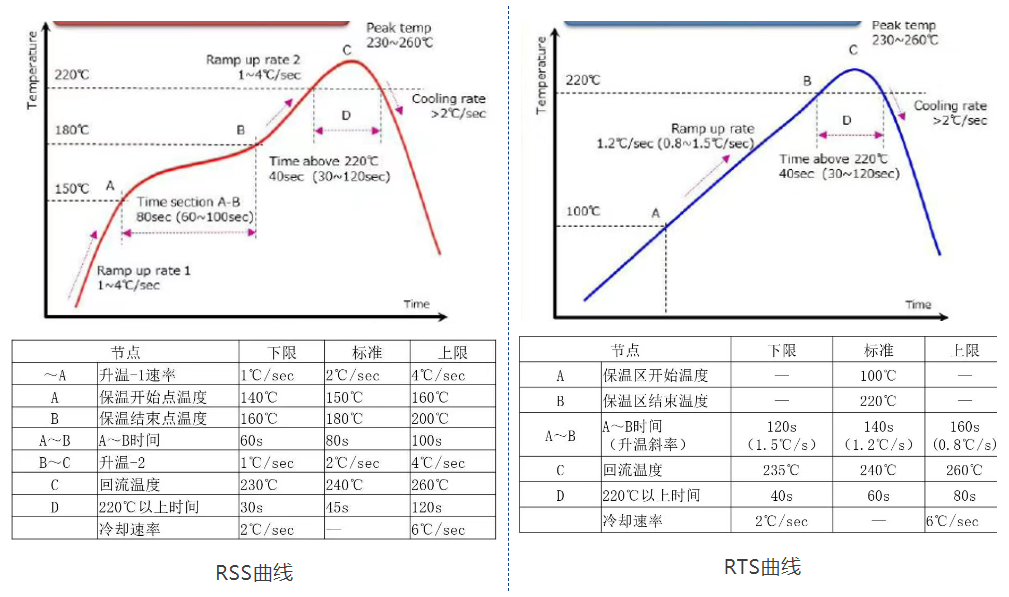
二、RSS(Ramp soak spike)曲线解析
1、概念
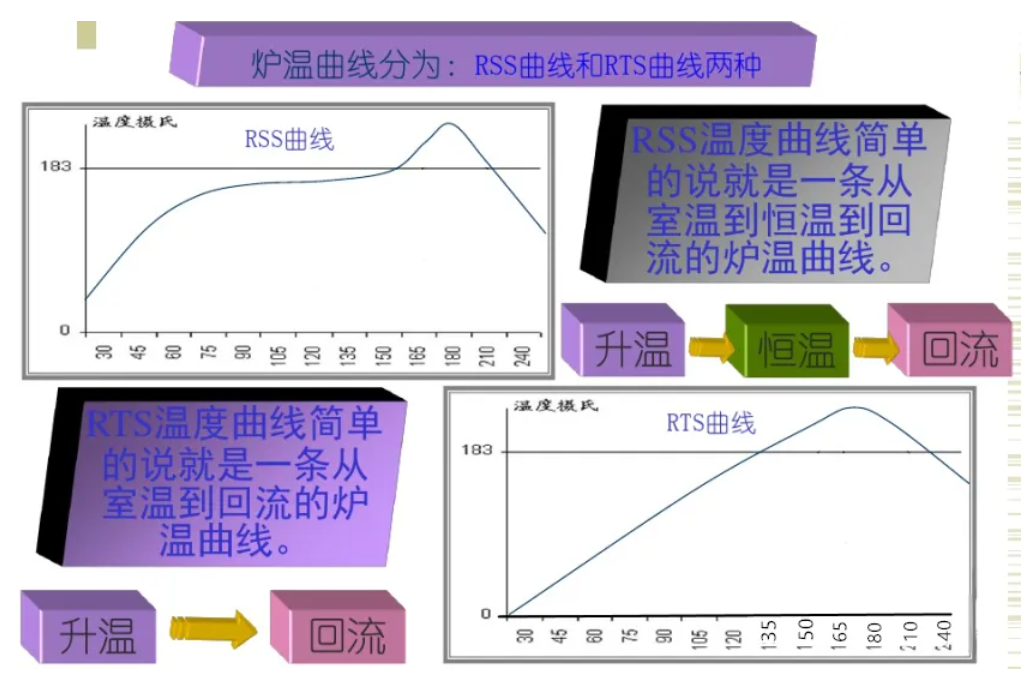
RSS非线性温度曲线,即升温-保温-回流温度曲线,其整个回流过程严格分为预热、恒温、回流、冷却四个温区。
适用于板面面积大、PCB/器件热容差异大、对助焊剂残留要求高的产品。
2、RSS曲线的特征及适用性
★ 特征
1、升温快、恒温时间长、进入焊接速度快,曲线呈“马鞍”型;
2、该温度曲线能够控制元件间的温差,回流时能够达到相同温度;
3、可以让锡膏内多余的助焊剂充分挥发,以减少焊接后的残留;
4、推荐使用高残留/高活性的锡膏;
5、较常用日系锡膏,助焊剂多数为松香型。
★最大优势
1、消除或减少△T(温度差)
2、助焊剂残留少
二、RTS( Rampto spike )曲线解析
1、概念
RTS线形温度曲线,即升温-回流温度曲线。从产品进入设备预热开始,温度曲线呈一条向上45°延伸的线,达到锡膏熔点后回流,最后冷却完成焊接的过程。
适用于小型化PCB、微型化贴片产品、密Pitch器件、对焊点外观要求较高等产品类型。
2、RTS曲线的特征及适用性
★ 特征
1、可用于任何化学成分或合金,为水溶锡膏和难于焊接的合金与零件所首选。
2、在RTS温度曲线下回流的锡膏在预热阶段可保持住其助焊剂载体,因此能得到更光亮的焊点,可焊性问题很少;
3、可提高助焊剂湿润性。
★最大优势
助焊剂活性强,对难焊接的PCB、器件镀层金属明显的改善作用。
回流温度的设定及评价
一、回流温度设定
可通过器件耐温、工艺要求、回流设备、锡膏特性和PCB的Tg值(衡量PCB板耐热性能的指标)五个方面,对回流时的温度进行评估设定。
标准或规格书推荐的温度曲线并非最优化曲线(限值是重点),关键是要结合产品本身布局、材料等因素综合考虑,制定符合产品特点的温度。
二、RSS曲线与RTS曲线的设定推荐
注:以上为温度设定参考,实际温度设定需根据产品评估后确定。
三、回流温度的评价方法
关于如何评价分析回流温度,可以从以下两个维度进行——
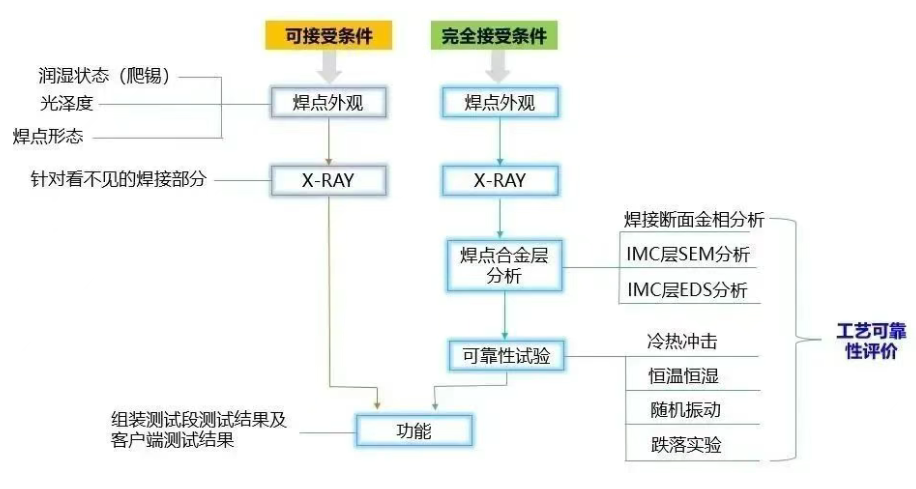
其中,第二种方式可精准判断焊接条件的可行性和稳定性,特别是针对BGA类产品。

(SMT回流焊接设备)






