


有关锡膏必须要知道的
所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。掌握良好者八成问题应可消弭之于无形。
一、锡膏的制造与质量
1.1锡膏组成与空洞
锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。SAC无铅焊料之比重较低(约7.4),且因沾锡 较差而需较多的助焊剂,因而体积比更接近1:1。故知锡粉完成愈合形成焊点之回焊后,其浓缩后的体积将不足印膏的一半。一旦外表先行冷却固化,深藏在内的有机物势必无法逃出,只好被裂解吹胀成为气体。此即锡膏回焊之各种焊点中,气洞或空洞(Voiding)无所不在的主要成因,其数量与大小均远超过波焊。
1.2锡粉制造与质量
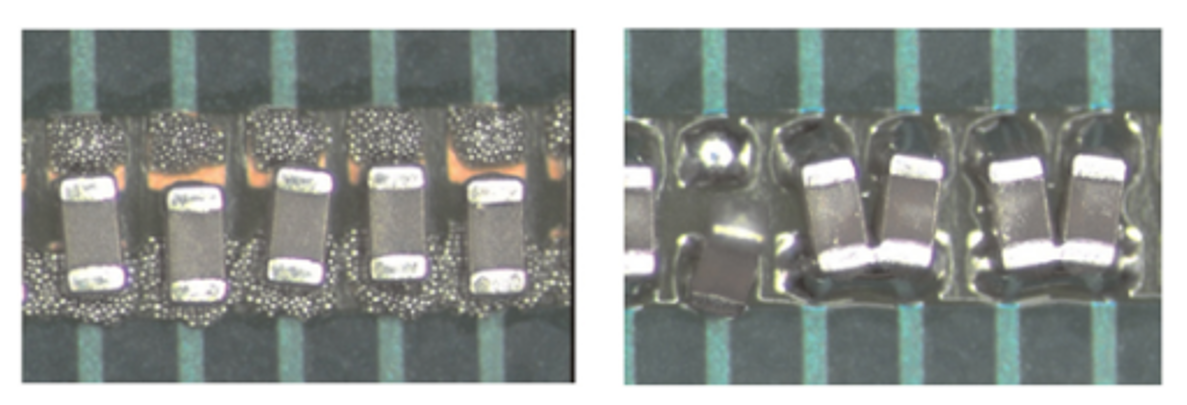
将原始焊锡合金在氮气环境中先行熔成液态,继以离心力容器将之甩出来成为小球状的锡粉;或采氮气强力喷雾法,在氮气高塔中冷却及下降而成为另一种锡粉。
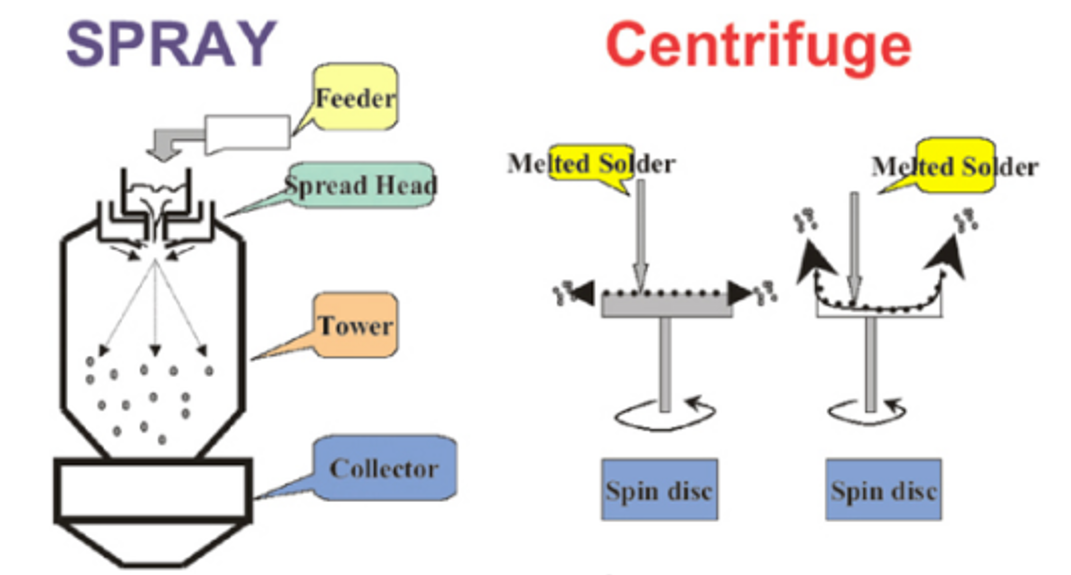
左图为氮气塔中利用强力氮气喷成粉体之情形,右为液锡在离心力设备上甩出成粉的另一种制程
之后分别用筛子筛选出各种直径的小球,然后再按尺寸大小采重量比例去与助焊剂调配与混合,即成为回焊用的锡膏。
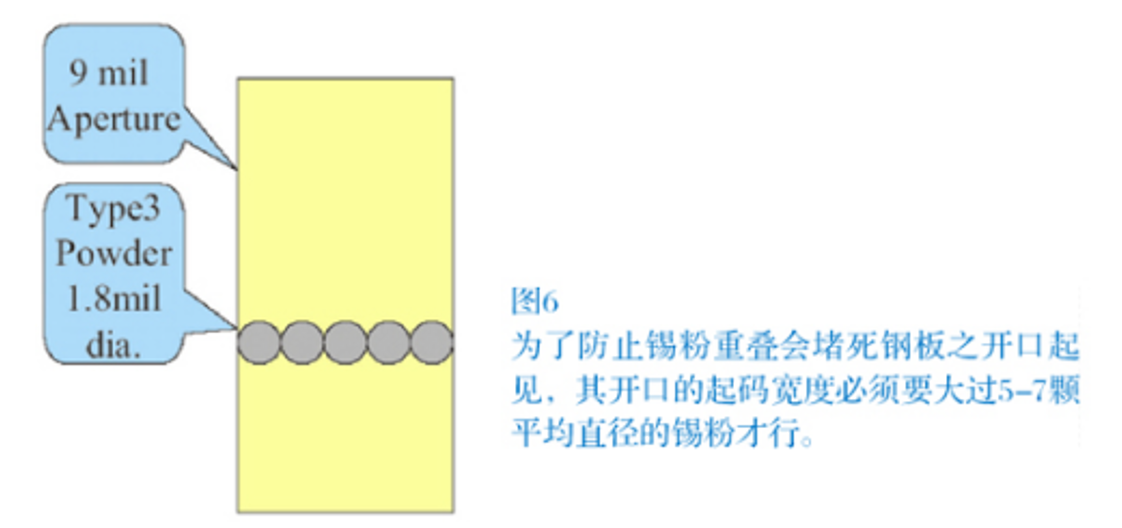
对于锡粉的基本要求比起助焊剂来较为简单,其质量重点只要求外形一定要正圆球形,以符合印刷作业中向前滚动的条件。其次是直径尺寸应大小匹配互补,以减少印刷后贴件或踩脚时的坍塌(Slump)。第三项质量是外表所生成的氧化物不可太厚,否则在助焊剂未能彻底清除下,熔融愈合中将会被主体排挤出去而成为不良的锡球。不过一旦外表完全无氧化物时,也较有机会发生“冷熔”(Cold Welding)现象进而容易堵死钢板开口。通常要求开口之宽度以并迭5-7颗主要锡球为原则。
1.3助焊剂之成份及品质
助焊剂(Flux)之成份非常复杂,已成为影响锡膏乃至于回焊质量之最关键部份,且更成为品牌好坏的主要区别所在。其主要成份有树脂(Resin)、活化剂(Activator)、溶剂(Solvent)、增黏剂(Tackifier即摇变剂)、流变添加剂(Rheological Additives)亦称抗垂流剂(Thixotropic Agent,或称摇变剂或触变剂或流变剂等)、表面润湿剂(Surfactant)、腐蚀抑制剂等,现简要说明于后:
树脂——也就是整体助焊剂的基质,一向以水白式松香(Rosin或称松脂)为主,常温中80-90%为固体形式的松脂酸(Abietic Acid),高温中将熔融成为液体并展现活性 (常温中不具活性),可用以去除焊料或待焊底材等某些表面轻微的氧化物。
活化剂——以二元式固体有机酸为主(指含两个羧酸根COOH者),例如草酸、己二酸;其次是固态的卤化盐类〔例如二甲胺盐酸(CH3)2NHHCL〕等,在高温中亦可熔化成液态而得与各类氧化物进行反应,可将之去除并得以改善沾锡性。
其二为氧化还原反应,以甲酸(蚁酸)将金属氧化物予以还原,并再经后续之热裂解反应,最具代表性:
MO+2HCOOH→M(COOH)2+H2O
M(COOH)2→M+COn+H2
溶剂——以分子量较大的某些高级醇类,或醚类酮类等较常被采用,可用以溶解某些固态的有机物;例如M-Pyrols即为著名的溶剂化学品。
抗垂流剂——此剂可在锡膏运动或摇动(触动)中,出现较易流 动现象;但在静置时却又会坚持抗剪力,而具有不轻易移动 特性的化学品。如此将可使锡膏在刮刀推行印刷时容易滚动,一旦印着定位后的锡膏,则又可强力协助其保持固定不动的状态。此类添加剂以篦麻油衍生物为主,可增加锡膏的黏度及黏着力(Tack Force)。
1.4锡膏现场作业性品质
事实上锡膏质量之待检项目甚多,不同规范亦有不同的要求,一般在作业质量与后续可靠度方面,平均即有15-20项之多。供货商也并非在每次出货时都要每项必做。至于使用者则只需就其生产作业的必要性,且在无需精密昂贵仪器的条件下,以简易的手法检测其关键项目即可。以下五种质量项目即按此种观点而选列,可供使用者现场参考。
愈合性(凝聚性或熔合性)试验
Solder Ball Test(IPC-TM-650之2.4.43),是在阳极处理过的铝板上,加印一个小圆饼形的锡膏(直径6.5mm厚度2mm),然后小心平置于小型锡池上,无铅锡池之温度设定为245-255℃。此时锡膏中的锡粉开始受热愈合成为一个圆顶型的焊饼,锡膏中已熔化的助焊剂则被不断挤出而向外扩张。放置5秒钟后即小心水平取下并放平,直到冷却后才以10-20倍放大镜去做检查。此试验是在检查锡粉愈合的能力如何?其中若已部份生锈而无法愈合之下,将随Flux向外扩散成为卫星状的小碎球。
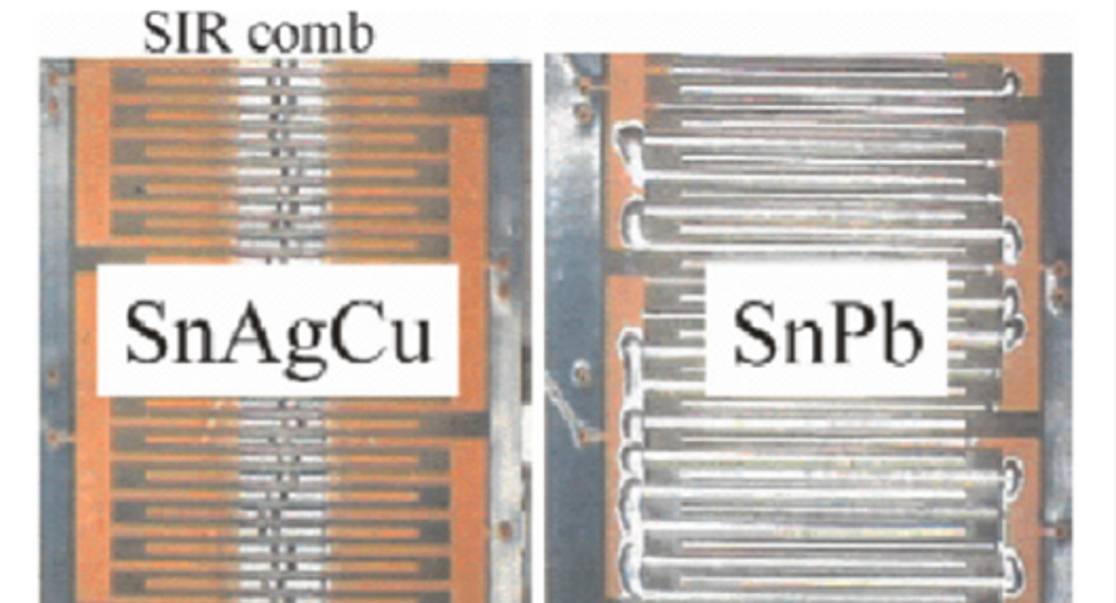
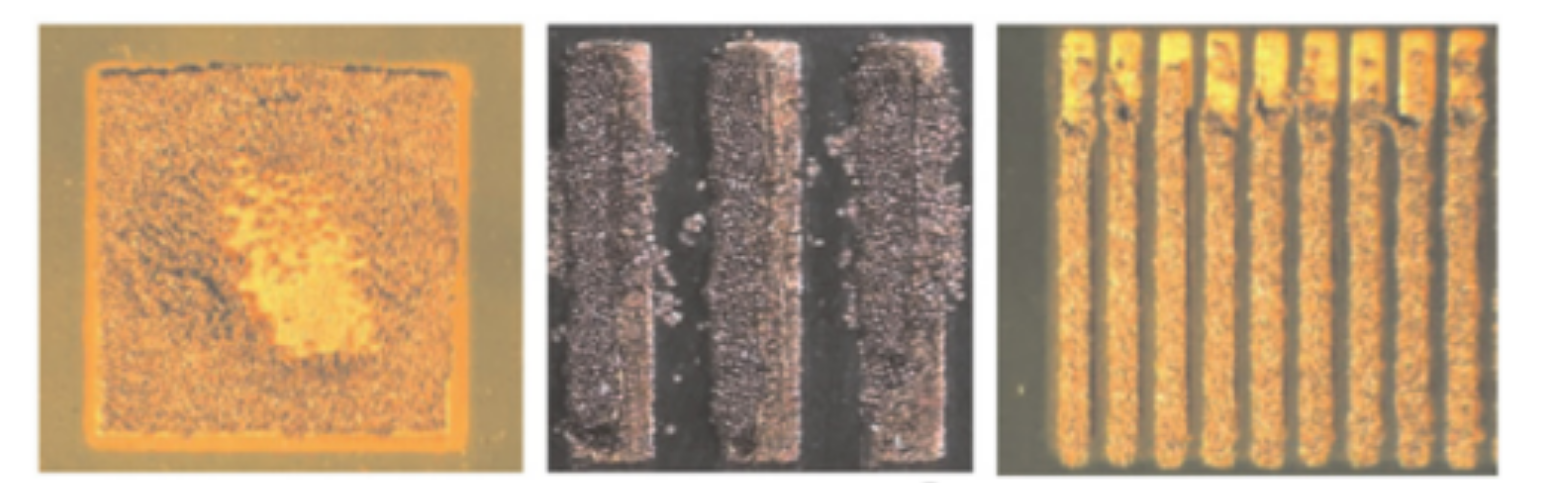
此为无铅与有铅两种锡膏,在窄铜面上散锡性的比较。相同条件下无铅锡膏的焊锡性就相形见拙了。
有铅焊料(63/37)之表面张力(Surface Tension)为0.506 N/m;但SAC305之表面张力却增为0.567N/m,比起前者要超出20%之多。表面张力加大即表内聚力(Cohesive Force)增加,而向外扩展的附着力(Adhesive Force)却减小。于是无铅锡膏在散锡性方面当然就比起有铅锡膏差了一截,若能在助焊剂的活化性能方面有所提升时,也许无铅膏还可展现较好的焊锡性。
日商对此做法是利用1.6mm厚的双面板,做出32mil(800μm)宽的多条并行线路,之后加全面印绿漆而留出线路中间2cm长的裸铜区(或另加做不同的表面处理以方便评比)。于是在此可焊区的中央印刷上直径950μm厚度150μm(6mil)的无铅锡膏,然后利用生产线的回焊曲线进行试焊,并观其向两侧散锡的能力。只需简单的量测已散锡的长短,即可知晓其可焊皮膜或锡膏品牌,在“散锡”(Spreadability)方面的质量好坏了。
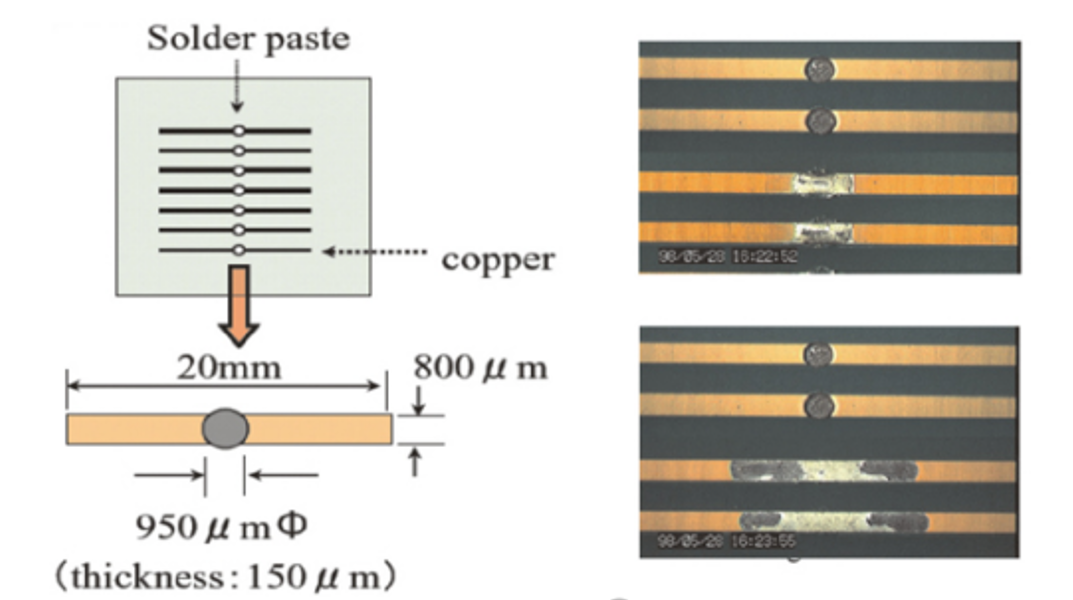
此为日本工业规范对锡膏在散锡性方面的试验方法,可针对锡膏品牌或可焊性表面处理进行散锡性的评比,孰优孰劣立见分晓。
二、锡膏的管理与印刷
2.1冷藏储存
锡膏是由锡合金的正圆小球,搭配一半体积的有机辅料,均匀掺和而成。但由于两者比重相差极大,放置过久后难免会出现分离沉淀的现象,且当储存温度较高时其分离现象还将更为恶化,甚至氧化现象也较容易发生,对印刷性与流变性乃至后来的焊锡性都会产生不良影响。故只能置于冰箱中(5-7℃)冷藏以保证其用途与寿命。
2.2干燥环境
锡膏很容易吸水(Hygroscopic),一旦吸入水份后各种特性将大幅劣化,难免在后续作业中制造很多烦恼(例如锡球),故现场印刷环境中的相对湿度不可超过50%,温度范围应保持在22-25℃,并应彻底避免吹风以减少干涸的发生。否则会很容易失去印刷 并造成锡膏的氧化,进而亦将耗损掉助焊剂在除锈功能方面的能量,导致脚面与垫面原本应有除锈能力之不足,甚至可能引发坍塌搭桥、四处飞溅的锡球,并使得黏着时间(Tack Time)也为之缩短。
2.3回温后开封使用
锡膏离开冰箱后,一定要在干燥的室温环境中,放置4-6小时达到其内外均温后才能开封使用。不要被容器外表已经不冷所骗过,必须内外彻底回温后才可开封 。凡当锡膏之整体温度低于室内之露点(Dew Point)时,锡膏外表会将空气中的水份予以冷凝而附着成水珠。所谓露点是指气温不断下降中,空气中的水气会持续增多,直到饱和(100%RH)为止,其所对应的温度即称为“露点”。冰箱取出的空杯其表面很快会有水珠附着就是这个道理。而且锡膏也不宜快速加温回温,以防助焊剂或其它有机物的分离。
未开封前已回温的锡膏,要连瓶一起放在公转与自转合并的搅拌机中,并就容器之不同位向予以定时转动,以达到内盛锡膏整体均质的目的。正确开封的锡膏,还要用小型压舌片采固定方向温和搅拌约1-3分钟,使整体之分布更为均匀,不宜强烈与过度搅拌,以免锡膏受损及在剪应力(Shear Force)方面的弱化,进而可能导致坍塌(Slumping)甚至焊后搭桥短路的发生。
良好的锡膏不但在印刷时不可糊涂与变形,正常压力踩脚时也不可发生坍塌与移位,否则回焊一定会出现搭桥短路的麻烦。
钢板上的锡膏若未能全数用完而必须刮回储存时,则应另外单独存放,不可与新膏混和。为了节省成本起见,当旧膏再次回到钢板上用于较低阶产品时,亦应另掺较多量的新膏以调和使用。搭配比例则以方便印刷之施工为原则,也有质量较严的业者则宁可不用旧膏。至于有铅与无铅锡膏当然是绝对不能混用,必须要将钢板彻底用溶剂(IPA)洗净,才能换膏。
2.4刮刀速度与压力
刮刀速度平均为1-3寸/秒,印速加快时印压也会增大,致使刮刀与钢板的磨擦加剧,连带温度上升又将破坏锡膏的抗剪力,进而会使黏度转稀,造成锡膏着落的不良与容易坍塌。以及于钢板下缘的溢出甚至搭桥短路,而且还会使得刮刀磨损增加。故通常只要找到良好印速后,即不可任意加快。但施工时若发现锡膏太稠、不易脱离钢板,着床性不佳时;则亦可稍行加速约1寸/秒,以便浓稠度得以减弱而方便施工。
当刮刀用力向前推行的同时,也会产生一种向下的压力(Downward Pressure),迫使锡膏通过钢板开口而到达垫面。对无锡膏而言,每当行走1寸中将产生1-1.5磅的向下压力;此时所刮过的钢板表面应呈现清洁光泽的外观,正如同汽车挡风玻璃被雨刷刮过的整洁清爽一般,即为其最适压力的表征。换句话说良好刮压的钢板,其表面不应残留任何锡膏的痕迹。
凡当刮压太重时,则印膏中心处会出现掠过 的浮刮(Scooping)缺点,也会发生溢出(Bleed Out)情形。
左为刮刀下沉太多所造成印膏的浮刮现象。中为钢板开口不洁所引发的溢出与糊印,右为待印板印妥后下降脱模太快所造成的撕印。
有时可从着膏区的绿漆边缘处,看到一连串锡粒的残存,或外侧锡粒已被压扁者,均为已发生Bleed Out的明证。倘若刮压不足以致钢板表面尚留有锡膏残迹时,其藕断丝连下又将出现印膏局部被撕起带走的“撕印”(Torn Prints),更将引发覆盖不足或提早干涸等问题。事实上刮压与印速(Print Speed)成正比,只要降慢印速即可减轻刮压,此等由于重压而发生的问题也都将自然消失了。
刮刀不宜太长,否则涂抹面积太广,左右两侧超出待印区域之无效印面,只会造成提早干涸的负面效应而已。采用短刀时两侧溢出者应以手动方式移回印区之内,以免动静差别太久而造成锡膏的变性。
文章内容来源网络,如侵删。






