


拼板省钱逻辑 + 拼板 8 大细节
一、客户当前问题 & 解决方案
问题:客户目前 2×4 拼板,工艺边设在短边方向,SMT 生产易卡板、甚至报废。
建议方案:
- 本次订单我们优先保障交期,按原拼板方式正常生产交付。
- 保留原有拼板结构,将 1 个 SET 改为 2 个 SET 拼合生产,SMT 完成后,DIP 阶段再拆分过波峰焊,无需重新开制波峰焊治具。
- 请查收附件 XXX 项目优化拼板文件,支持 CAM350 直接导入,烦请转发给板厂同步更新,后续订单统一按新版拼板资料制作。
二、拼板为什么能省成本?
1、提升生产效率,缩短交期
拼板可一次性过炉贴装多片 PCB,远快于单贴单烤,大幅提升 SMT / 整线生产效率,缩短交付周期,让产品更快上市,抢占市场先机。
合理拼板 + 规范工艺边,可减少专用治具开发,省去产前准备时间,进一步提速交付。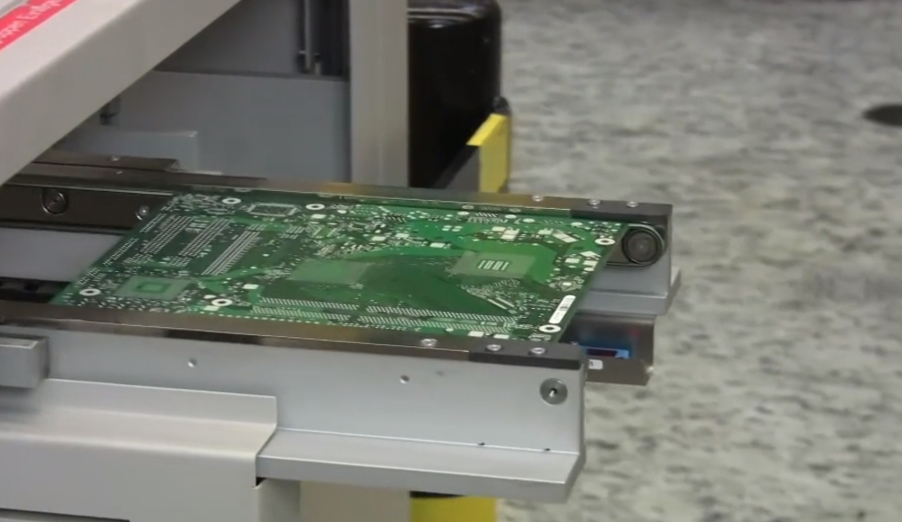
合理拼板 + 规范工艺边,可减少专用治具开发,省去产前准备时间,进一步提速交付。
2、优化板材利用率,降低原材料成本
3、多项目合拼,综合费用更低
小批量、多项目且层数、工艺一致时,可合并拼板生产。
板厂仅收取少量合拼费用,远低于多个项目单独加工;贴片也可按单项目计费,整体贴片成本大幅下降。
板厂仅收取少量合拼费用,远低于多个项目单独加工;贴片也可按单项目计费,整体贴片成本大幅下降。
三、拼板概念 & 常见分板方式
拼板概念
PCB 设计完成后,需满足 SMT 流水线尺寸要求:板件过小或过大,都无法在产线工装固定。
将多片小板拼成一整块大板,就是拼板,可大幅提升高速贴片、波峰焊的生产效率与稳定性。
将多片小板拼成一整块大板,就是拼板,可大幅提升高速贴片、波峰焊的生产效率与稳定性。
三种主流分板方式
- V-CUT 分板
在板间开出 V 型槽,成品后可手动掰开,适合矩形直边 PCB。优点:成本低、边缘整齐,是 SMT 板首选。
- 铣槽直连
板间通过铣槽保留小连接点,必须用分板机裁切。优点:分板面平整无毛刺,外观质量好。
- 邮票孔分板
用小孔连接板边,形似邮票锯齿,适配异形板。优点:适用性广;缺点:分板后边缘略有毛刺、不够平整。
四、拼板设计 8 大关键细节
- 尺寸符合产线要求
一般小于 80×80mm 建议拼板,最大尺寸按工厂设备而定,同时结合 PCB 厚度确定拼板规格。
- 满足 DFM/DFA 设计规范
拼板固定后不易变形,分割槽保证贴片平面度,适配产线夹具与加工。
- 避免分板应力损坏元器件
分板应力易导致元件开裂,优先用预刻线结构减小形变;贵重器件尽量远离工艺边与分板位。
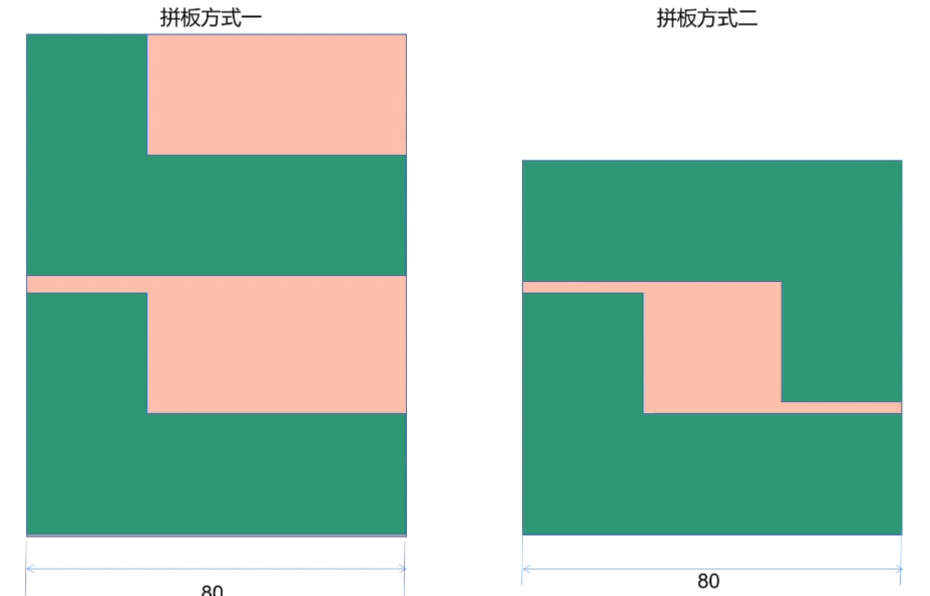
- 优先规整拼板比例
外形尽量接近方形,推荐 2×2、3×3 等对称拼板,非特殊情况不做阴阳拼板。
- 连接器防碰撞设计
板边连接器超出轮廓时,采用旋转拼板 + 工艺边避让,避免搬运、传送中撞件损坏。
- 基准点规范设计
大板基准点距板边≥3.5mm(设备夹持最小距离);对角基准点、正反面基准点均不做对称设计,实现防呆防反贴。
- 薄板强度重点把控
PCB 厚度<1.0mm 时,V-CUT 会削弱板体强度,建议增加治具支撑,避免影响后工序。
- 金手指位置要求
金手指需放在非夹持侧的板边外侧,金手指区域不可拼板连接,也不可加工艺边。
文章内容由AI生成,仅供参考。






